
Китай: лидер по резиновым изделиям на заказ?
2026-01-10
Когда слышишь этот вопрос, первая мысль — конечно, да, гигант, фабрика мира. Но в этой простоте скрывается масса нюансов, о которых обычно молчат. Многие заказчики, особенно из СНГ, думают, что достаточно отправить чертёж в Китай и получить идеальную партию. Реальность, как всегда, сложнее и интереснее.
От ?да, можем? до реальных спецификаций
Проблема часто начинается с запроса. ?Нужны резиновые уплотнители для горного оборудования? — это не запрос, это тема для разговора. Какая резина? NBR, EPDM, Viton? Рабочая температура, давление, среда — масло, абразивная пыль, химикаты? Без этого диалог превращается в лотерею. Помню, один клиент требовал ?стойкую к маслу резину?. Отправили образцы на основе NBR. Оказалось, у них гидравлика работает на синтетическом эфирном масле, которое разъедает NBR за месяц. Нужен был FKM (Viton). Месяц потеряли, но урок усвоили: задавать вопросы — наша работа.
Здесь важно не просто согласиться, а провести техническую консультацию. Часто инженеры на производстве, например, на заводе в Мяньяне, видят чертёж и сразу спрашивают про допуски. Российские ГОСТы и китайские GB/T или стандарты ISO — не одно и то же. Особенно с геометрией. Простая манжета может быть изготовлена с допуском +/-0.3 мм или +/-0.1 мм. Разница в цене — в полтора-два раза. И если это не оговорить, приедет то, что дешевле, но может не подойти.
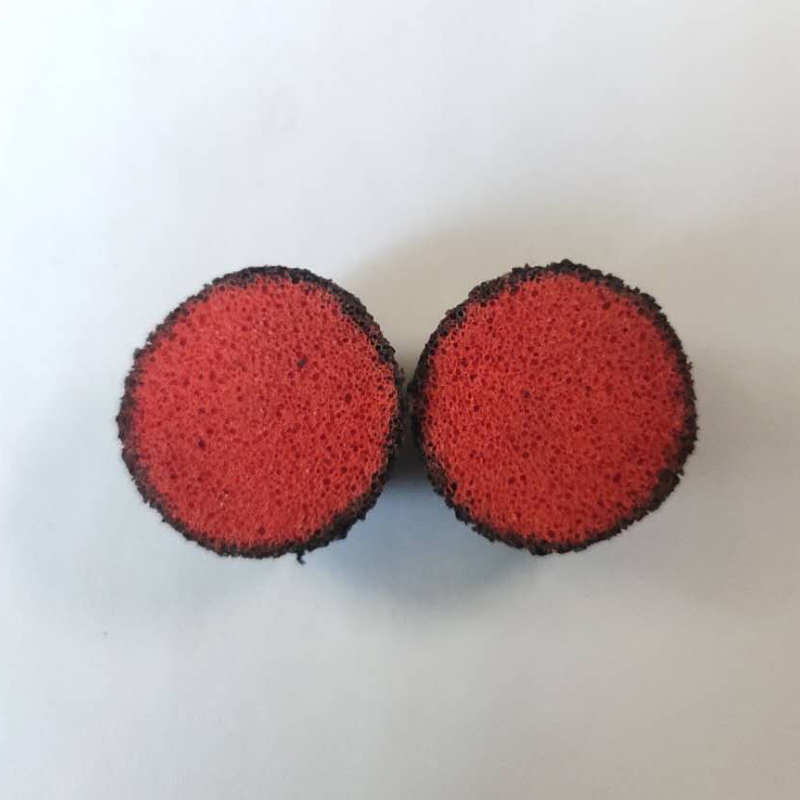
Ещё один момент — логистика прототипов. Сейчас часто делают 3D-печать формы для отливки 5-10 пробных штук. Это золотой стандарт. Но однажды мы заказали так пробную партию сайлентблоков для виброплиты. Прототипы пришли идеальные. А серия — с пузырями на поверхности. Причина? В пробных использовали ручную заливку в идеально чистую форму, а в серии — автоматическую линию, где температура и давление циклов были другими. Пришлось вместе с технологами компании Broadwealth сидеть и подбирать режим. Так что прототип — не 100% гарантия, но необходимый этап.
Где рождается качество: от сырья до пресс-формы
Всё упирается в два столпа: состав смеси и пресс-форма. С сырьём в Китае парадокс. Можно купить дешёвый восстановленный каучук с наполнителями, а можно — первичный сырец от Bayer или Lanxess. Всё упирается в цену и контроль. Наша практика — всегда требовать паспорт на сырьевую смесь (compound sheet) с указанием производителя основных компонентов. Это страхует от внезапной замены на что-то похожее, но не то.
Пресс-форма — это отдельная история. Для простых колец используют стандартные многоместные формы. Но для сложных резиновых изделий на заказ, например, крупных уплотнений с металлической арматурой внутри, форма делается индивидуально. Сроки изготовления формы — 25-40 дней. И здесь часто экономят, делая форму из простой стали вместо закалённой. Она дешевле, но через 20-30 тысяч циклов начинает изнашиваться, допуски ?плывут?. Хороший производитель всегда предложит варианты и обоснует разницу в цене. Как, например, делают на ООО ?Город Мяньян Шусян Наука и техника? для своих линеек изоляционных материалов и комплектующих — там подход системный.
Вулканизация. Казалось бы, автоматический процесс. Но разница в том, контролируется ли время и температура в каждой пресс-форме или просто ?выдерживается примерно столько-то?. Для ответственных изделий используют индивидуальные термопары. Видел это на производстве резинотехнических изделий (РТИ) для энергетики. Там брак просто недопустим.
Не только цена: скрытые факторы конкуренции
Да, цена Китая часто вне конкуренции. Но если копнуть, конкуренция идёт по другим параметрам. Первое — гибкость. Способен ли завод сделать небольшую партию в 500 штук, или у них минималка — контейнер? Многие крупные фабрики отказываются от мелких заказов. А вот более узкоспециализированные предприятия, особенно те, что работают в связке с инжиниринговыми компаниями, часто идут навстречу.
Второе — упаковка и маркировка. Казалось бы, мелочь. Но получить коробки с деталями, пересыпанными тальком, без каких-либо бирок или с маркировкой, сделанной шариковой ручкой, — это режет глаз и говорит о культуре производства. Сейчас стандарт — индивидуальный пакет с этикеткой, штрих-кодом, номером партии. Это важно для отслеживания. Китайские партнёры быстро научились этому, когда стали работать на экспорт.
Третье — документация. Сертификат соответствия, протоколы испытаний (хотя бы на твёрдость по Шору, прочность на разрыв). Их наличие сразу отделяет серьёзного поставщика от цеха, который работает ?как получится?. На сайте broadwealth.ru видно, что компания позиционирует себя именно как научно-техническое предприятие — это подразумевает и системный подход к документации.
Кейс: от неудачи к постоянному контракту
Был у нас опыт с резиновыми демпферами для дробильного оборудования. Заказчик из Казахстана. Первый заказ прошёл хорошо. Второй — начались жалобы на преждевременное растрескивание. Стали разбираться. Оказалось, в первой партии использовали морозостойкий EPDM, а во второй, видя, что заказ идёт в Казахстан летом, технолог ?оптимизировал? состав, убрав дорогие морозостойкие добавки. Но оборудование-то работает в карьере и зимой тоже! Не было чёткого ТЗ на температурный диапазон.
Решение было таким: мы не просто потребовали замену, а совместно с инженерами завода и заказчиком разработали расширенную спецификацию, прописали все параметры испытаний (включая тест на хладостойкость по ГОСТ 7912 или его аналог). Теперь этот документ — основа для каждого заказа. Поставщик, кстати, не отказался, а пошёл навстречу, потому что понял — это путь к долгосрочным отношениям. Сейчас это стабильный контракт на несколько лет.
Этот случай показал, что лидерство в кастомизации — это не про объёмы, а про способность выстроить процесс: от глубокого технического запроса через совместную разработку спецификации до контролируемого производства и чёткой документации. Китайские производители, которые это осознали, и есть настоящие лидеры рынка.
Будущее: цифровизация и нишевые решения
Сейчас тренд — даже в такой традиционной области, как РТИ, — это цифровые каталоги и быстрые расчёты. Некоторые продвинутые фабрики предлагают на сайтах калькуляторы для стандартных изделий: выбираешь диаметр, сечение, материал — получаешь цену и сроки. Для нестандартных — почти мгновенный запрос предложения (RFQ) через платформу.
Но главный потенциал, на мой взгляд, в гибридных решениях. Резина плюс пластик, резина плюс металл, резиновые изделия со встроенными датчиками износа. Вот где нужна настоящая наука и техника. Производственные площадки, подобные той, что в Мяньяне, которые изначально заточены под комплектующие для энергетики и тяжёлого оборудования, имеют здесь преимущество — у них инженерная культура в ДНК.
Так что, возвращаясь к заглавному вопросу. Китай — безусловный лидер по масштабу и возможностям производства резиновых изделий на заказ. Но лидерство в каждом конкретном случае нужно заслужить — не ценой, а глубиной понимания задачи, технологической дисциплиной и готовностью не просто продать, а решить проблему клиента. И такие игроки на рынке есть. Их ищут не по самым низким ценам в выдаче, а по отраслевому опыту, готовности к диалогу и способности говорить на языке технических спецификаций.